Konektor Kuningan Pemasok Induksi Di Panel Surya Dengan Pemanasan Induksi IGBT
Tujuan Solder telung konektor kuningan siji-siji ing kothak persimpangan panel surya tanpa mengaruhi komponen ing kothak persimpangan
Material box panel panel, konektor kuningan, kabel solder
Suhu 700 ºF (371 ºC)
Frekuensi 344 kHz
Peralatan • Sistem pemanas induksi DW-UHF-6 kW, dilengkapi workhead remot sing ngemot siji kapasitor 1.0 μF.
• Koil pemanas induksi sing dirancang lan dikembangake khusus kanggo aplikasi iki.
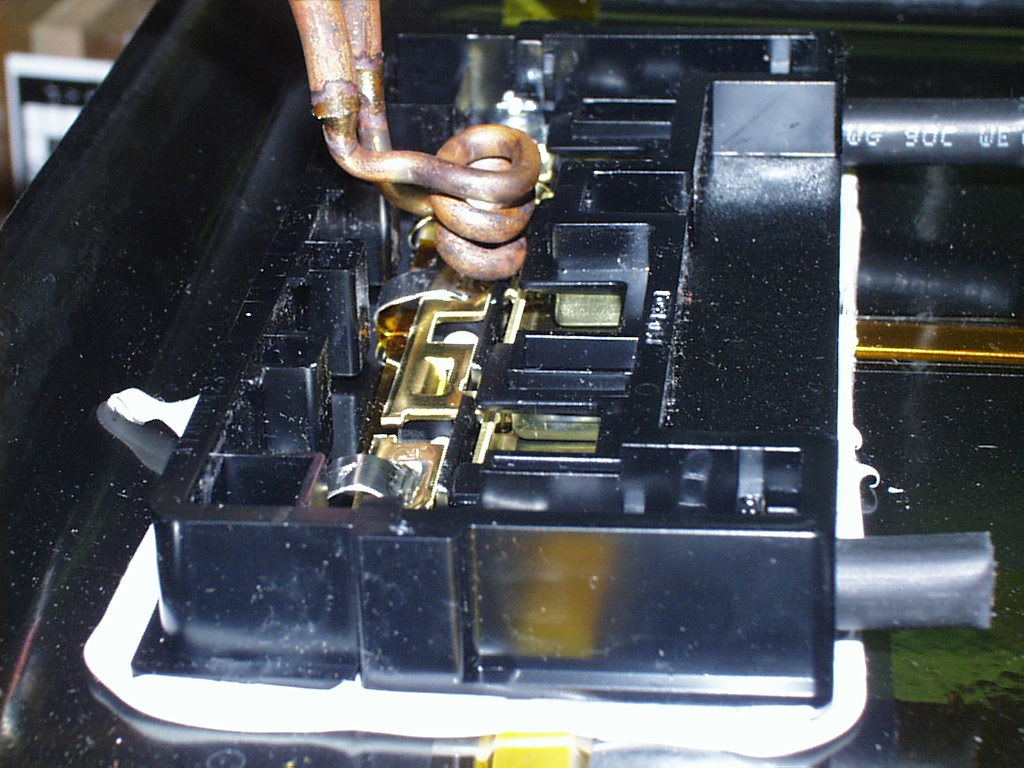
Proses Koil heliks bentuk telu oval digunakake kanggo panas konektor. Sepotong kawat solder dilebokake ing area sendhi lan saben sendi digawe panas kanthi suwene 5 detik kanggo solder konektor. Total wektu proses yaiku 15 detik kanggo telung sendi kasebut.
Asil / Keuntungan Pemanasan induksi nyedhiyakake:
• Akurasi pinpoint mung ngirim dadi panas menyang gabungan; ora mengaruhi komponen sekitar
Panas sing mrodhuksi panas nggawe sendi apik lan resik
• Ngasilake kualitas dhuwur, asil sing bisa diulang
• Malah panyebaran pemanasan