



Asas Brazing Asas kanggo tembaga, perak, pateri, baja lan stainless steel, etc
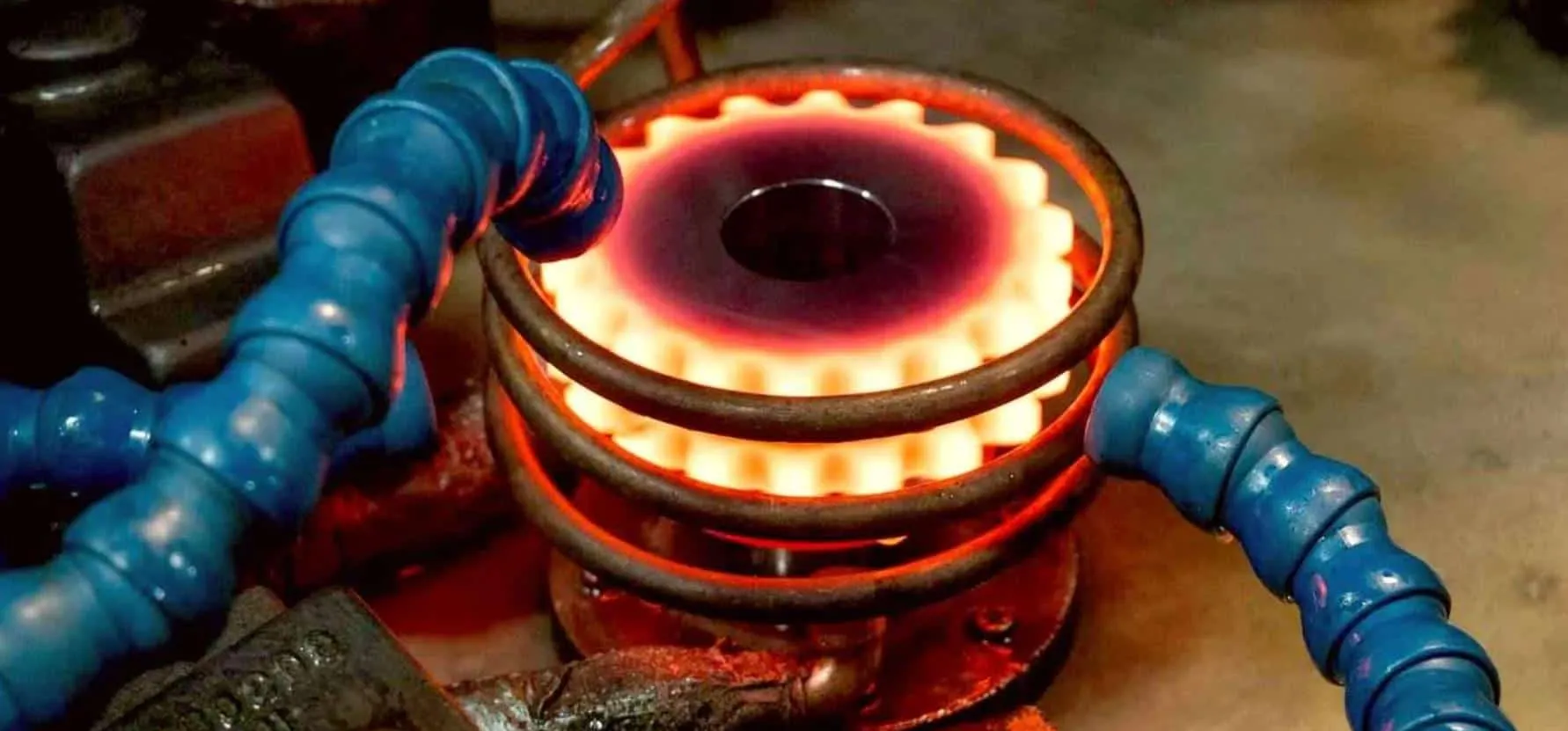
Induksi Brazing nggunakake logam panas lan pangisi kanggo gabung karo logam. Sawise dilebur, pangisi mili ing antarane logam dhasar sing cedhak (potongan sing digandhengake) kanthi tumindak kapiler. Pengisi cair berinteraksi karo lapisan logam dasar sing tipis kanggo mbentuk sendi sing kuat lan bocor. Sumber panas sing beda bisa digunakake kanggo nyembelih: pemanas induksi lan resistensi, oven, tungku, obor, lsp. Ana telung cara brasil umum: kapiler, kedudukan lan cetakan. Energi induksi mung digandhengake karo sing pertama. Duwe kesenjangan sing bener ing antarane logam dhasar iku penting. Kesenjangan sing gedhe banget bisa nyuda gaya kapiler lan nyebabake sendhi lan porositas sing lemah. Ekspansi termal tegese kesenjangan kudu diitung kanggo logam nalika suhu nyusoni, dudu ruangan,. Jarak optimal biasane 0.05 mm - 0.1 mm. Sadurunge sampeyan mikir, Brazing ora repot. Nanging sawetara pitakon kudu diselidiki - lan dijawab - kanggo njamin gabung lan efektif biaya. Contone: Sepira cocog karo logam dhasar kanggo pakaryan; desain koil sing paling apik kanggo panjaluk wektu lan kualitas tartamtu; apa cara nggawe manual dadi manual utawa otomatis?

Ing DAWEI Induction, kita mangsuli poin-poin penting iki lan liyane sadurunge menehi saran solusi brazing. Fokus ing logam basa fluks biasane kudu dilapisi pelarut sing diarani fluks sadurunge dikepengini. Flux ngresiki logam dasar, nyegah oksidasi anyar, lan nggawe area brazing sadurunge nyusoni. Penting banget kanggo ngetrapake fluks sing cukup; sithik banget lan flux bisa dadi
kebak karo oksida lan ilang kemampuan kanggo nglindhungi logam dhasar. Flux ora mesthi dibutuhake. Pengisi bantalan fosfor
bisa digunakake kanggo meksa waja tembaga, kuningan lan tembaga. Brazing bebas fluks uga bisa ditindakake kanthi atmosfer lan vakum sing aktif, nanging nggawe brasil ing ruang swasana sing dikontrol. Flux biasane kudu dicopot saka bagean kasebut sawise pengisi logam wis padhet. Cara ngilangi sing beda digunakake, sing paling umum yaiku quenching banyu, pickling lan sikat sikat.




