Induksi Soldering Copper Wires Dengan IGBT High Frequency Heating Unit
Tujuan Solder loro kabel tembaga kanggo menara sing wis diinstal ing garis bus tembaga
Bahan solder dicelupake batang tembaga / bus nikel, 2 kabel tembaga terdampar kaleng, tongkat brazing
Suhu 446 ºF (230 ºC)
Frekuensi 230 kHz
Peralatan • Sistem pemanas induksi DW-UHF-6kW, dilengkapi workhead remot sing ngemot siji kapasitor 1.2μF.
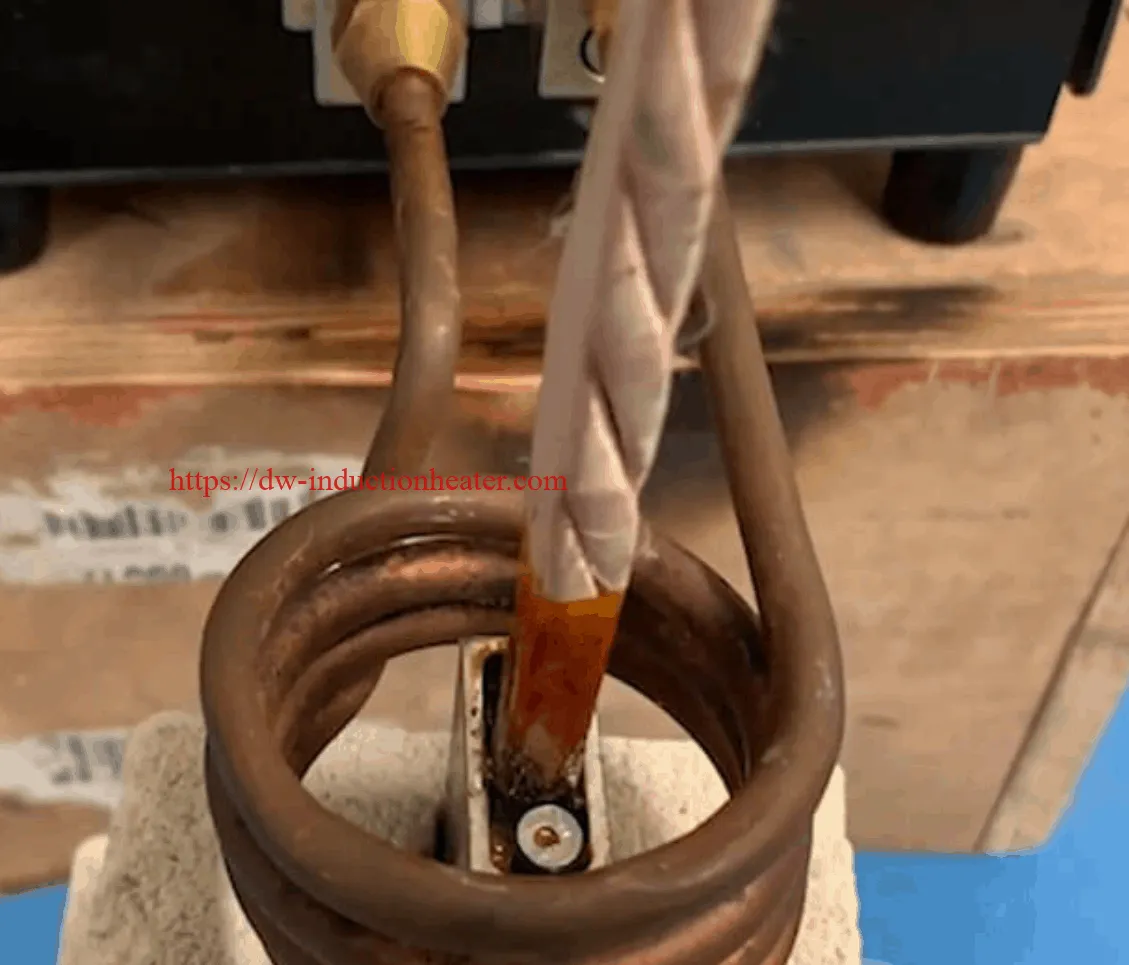
• Koil pemanas induksi sing dirancang lan dikembangake khusus kanggo aplikasi iki.
Proses Koil heliks patang puteran digunakake kanggo solder rak buss bus. 2 kabel tembaga ditrapake ing menara lan listrik ditrapake sajrone 30 detik. Tongkat brazing dipangan kanthi tangan menyang bagean sing wis digawe panas lan utek kasebut mili kanthi rata, nggawe sendhi.
Asil / Keuntungan Pemanasan induksi nyedhiyakake:
• Wektu solder sing ngurangi
• Malah panyebaran pemanasan
• Gabungan kanggo konsistensi gabungan


